Guide to the Operation of Solder Bar
Ⅰ.Operating temperature
Recommended operating temperature for Sn-37Pb solder bar: 250±10℃; recommended operating temperature for lead-free solder bar: 265±10℃.
Ⅱ.Limit of impurity contamination of solders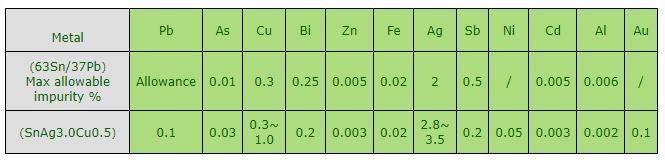
Ⅲ. Clearance of scum in wave soldering
Scum is the oxide forming on the surface of solders, its production rate is dependent on temperature and stirring flow. The higher the temperature is ,the bigger the stirring flow of the solder surface is, the more the scum there will be. Also anti-oxidizing agent can be added to form a coat of protective film to reduce.
the oxidation of tin.The oxide on the surface of solders can prevent re-oxidation of solders. Therefore, it is unnecessary to clear scum, as long as it does not affect the forward movement of waves. The splash can also be pushed to one of corners, and reduced powder can be added for stirring once again so that most of splash can be recovered to tin.
Ⅳ. Adding New Solder Bars to Wave Soldering
In the process of wave soldering, the amount of tin will be reduced constantly. When it is reduced to a certain extent, it is necessary to add new solder bars to maintain the liquid surface and to reduce the oxidation of tin due to great difference in decline of solder waves.
Ⅴ.Clearance of Impure Cu (lead-containing) and Regular Check of Elements of Solders in Solder Pots (lead-free)
When Cu exceeds the solid solubility in Sn, compounds will be formed between the metals of Cu and Sn. Generally, it is Cu6Sn5. The meting point of such a compound is at 500℃ or over. Therefore, it exists in a solid form. The excess existence of compounds between etals of Cu-Sn will severely affect the soldering quality. The conventional weight of Sn-Pb solders is 8.4, the weight of tinned copper Cu6Sn5 impurity is 8.28. Therefore, in the process of lead manufacturing, “weight method copper removal”can be applied, that is, the temperature in soldering pots can be controlled to as low as 190℃ or so (the tin solder is now still in the liquid state), and then mix the solders for about 1 minute. After that, let it lie still for 8 hours or more. As the weight of Cu6Sn5 is lighter than tin solders, such compounds will float on the surface of solders to clear the upper impurities, i.e., to remove the impurities of Cu. Such clearance or removal of Cu can be made once a half month or a month so as to reduce the times of changes in grooves and to reduce costs. The weight of Pb-free solders (generally at 7.4 or so) is lighter than the tinned copper. The impurities of tinned copper will be sunk on the bottom of the pot, so it is unable to remove impure copper in the “removal of copper by the weight method” like the lead manufacturing process. So, it is necessary to regularly test the elements in the solders. When copper and lead is found to approach the maximum allowable standards, it is necessary to replace solders. As the yield as required by clients differs, it is recommended that clearance should be done once a month or every other month.