一:助焊剂涂敷
喷雾作业使用指南
1、使用喷雾时须注意喷嘴喷涂幅度、喷嘴移动速度、和链条运输速度等参数的设定一定要与基板尺寸相符合,务必使助焊剂均匀涂布在PCB板面上。
2、应根据产品焊接实际情况调整助焊剂的喷涂量。
3、当要求板面较干净时,在保证焊锡效果的情况下,可减少助焊剂喷量,但应保证PCB板面上每个焊接部位都均匀的喷上了助焊剂。
4、使用含松香的助焊剂喷雾作业时,最好每24小时清洗一次喷嘴和抽风系统上的过滤网,以保证不堵塞喷嘴 通常须增加助焊剂喷涂量的情况有:
(1) 基板严重氧化。
(2) 零件脚端严重氧化。
(3) 基板零件密度高。
(4) 基板零件方向与焊锡方向不一致。
(5) 多层板。
(6) 焊锡温度较低。
发泡作业使用指南
1、助焊剂发泡作业时,作业比重应随基板或零件脚氧化程度决定,助焊剂比重控制在规格值 0.01范围内,助焊剂比重随温度变化而变化,一般以20℃时比重为标准,从经验知在(15-30℃)范围内,温度每升高一度,助焊剂比重下降0.001。如某助焊剂20℃时比重为0.820,而在30℃时比重则为0.810。初试用时可先从较高比重开始逐步调低比重直到理想焊点达到为止。
2、日常作业中应每工作二小时,检测其比重。有超过设定标准时马上添加稀释剂恢复原设定之比重标准。反之,在低于设定标准时应马上添加助焊剂原液恢复原设定之比重标准。
3、采用发泡方式时请定期检修空压机之气压,最好能备置二道以上之滤水机以防止水气进入助焊剂内影响助焊剂之结构及性能。
4、发泡时泡沫颗粒应愈密愈好,应随时注意发泡颗粒是否大小均匀,反之,必有发泡管阻塞、漏气或故障。发泡高度原则以不超过基板零件面为最合适高度。但低固态含量之助焊剂发泡性能会差一些,低固态含量之助焊剂建议喷雾作业。
5、发泡槽内之助焊剂不使用时,应随即加盖以防挥发与水气污染或存放至一干净容器内,未过基板焊锡时勿让助焊剂发泡,以减低各类污染。
6、对于高品质要求之产品,助焊剂应于使用48小时后全部放出更换新液,以防污染、老化衰退影响作业效果与品质。
7、助焊剂可用于长脚二次作业,第一次焊锡时应尽量采取低比重作业,以免因二次高温而伤害基板与零件并造成焊点氧化。 通常须设定较高比重作业情况有
与喷雾作业时须增加助焊剂喷涂量的情况相同二、参数设定
预热温度: 90-140℃(无铅);80-130℃(有铅)
夹送角度:5°-7°
传送速度:0.8-1.5m/min
锡炉温度:260±10℃(无铅);245±10℃(有铅)
三、典型无铅助焊剂使用温度曲线图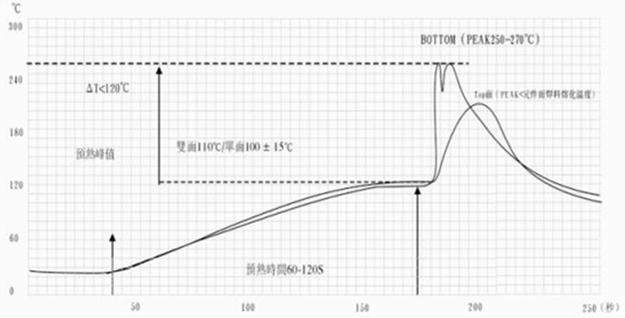
喷雾作业使用指南
1、使用喷雾时须注意喷嘴喷涂幅度、喷嘴移动速度、和链条运输速度等参数的设定一定要与基板尺寸相符合,务必使助焊剂均匀涂布在PCB板面上。
2、应根据产品焊接实际情况调整助焊剂的喷涂量。
3、当要求板面较干净时,在保证焊锡效果的情况下,可减少助焊剂喷量,但应保证PCB板面上每个焊接部位都均匀的喷上了助焊剂。
4、使用含松香的助焊剂喷雾作业时,最好每24小时清洗一次喷嘴和抽风系统上的过滤网,以保证不堵塞喷嘴 通常须增加助焊剂喷涂量的情况有:
(1) 基板严重氧化。
(2) 零件脚端严重氧化。
(3) 基板零件密度高。
(4) 基板零件方向与焊锡方向不一致。
(5) 多层板。
(6) 焊锡温度较低。
发泡作业使用指南
1、助焊剂发泡作业时,作业比重应随基板或零件脚氧化程度决定,助焊剂比重控制在规格值 0.01范围内,助焊剂比重随温度变化而变化,一般以20℃时比重为标准,从经验知在(15-30℃)范围内,温度每升高一度,助焊剂比重下降0.001。如某助焊剂20℃时比重为0.820,而在30℃时比重则为0.810。初试用时可先从较高比重开始逐步调低比重直到理想焊点达到为止。
2、日常作业中应每工作二小时,检测其比重。有超过设定标准时马上添加稀释剂恢复原设定之比重标准。反之,在低于设定标准时应马上添加助焊剂原液恢复原设定之比重标准。
3、采用发泡方式时请定期检修空压机之气压,最好能备置二道以上之滤水机以防止水气进入助焊剂内影响助焊剂之结构及性能。
4、发泡时泡沫颗粒应愈密愈好,应随时注意发泡颗粒是否大小均匀,反之,必有发泡管阻塞、漏气或故障。发泡高度原则以不超过基板零件面为最合适高度。但低固态含量之助焊剂发泡性能会差一些,低固态含量之助焊剂建议喷雾作业。
5、发泡槽内之助焊剂不使用时,应随即加盖以防挥发与水气污染或存放至一干净容器内,未过基板焊锡时勿让助焊剂发泡,以减低各类污染。
6、对于高品质要求之产品,助焊剂应于使用48小时后全部放出更换新液,以防污染、老化衰退影响作业效果与品质。
7、助焊剂可用于长脚二次作业,第一次焊锡时应尽量采取低比重作业,以免因二次高温而伤害基板与零件并造成焊点氧化。 通常须设定较高比重作业情况有
与喷雾作业时须增加助焊剂喷涂量的情况相同二、参数设定
预热温度: 90-140℃(无铅);80-130℃(有铅)
夹送角度:5°-7°
传送速度:0.8-1.5m/min
锡炉温度:260±10℃(无铅);245±10℃(有铅)
三、典型无铅助焊剂使用温度曲线图